Energy in intensive industries is used to transform the chemical composition or the shape of raw materials or starting components. A very small quantity of this energy will remain integrated in the material itself. Supplied energy is lost in aspects such as radiation, intermediate or finished products remaining heat that are cooled to the open air or in residual heat streams. These energy losses are estimated at around 20 to 50% of the total consumption in one production plant. This project will focus on residual heat streams that can be classified by their physical condition: liquid, solid or gas and by the temperature range that they have. It has identified an investment casting manufacturing process with its corresponding residual heat streams as representative of a significant number of energy intensive industries such as steel, glass, cement and the food industry. The identified residual heat streams are:
- High temperature exhaust gases from combustion furnaces that are generated in a continuous way. Exhaust gases get out from the furnace at around 800ºC.
- Steam getting out of the boilerclave at around 100ºC and discontinuously generated.
- Cooling water from different equipments such as: Wax injection units, compressors, induction furnaces.
Different technical solutions have been identified in this project to accomplish the efficient energy recovery of these residual heat streams. The result, SUSPIRE's final goal, is a 20% reduction in the energy consumption of the plant.On one side, the technical development will be carried out by way of achieving higher levels of energy recovery that include:
- Development of PCM (Phase Change Material) based heat exchanger for high temperature exhaust gases.
- Development of PCM based heat exchanger for steam released in boilerclave.
- High efficiency Heat Transfer Fluids (HTF) for high temperature efficient energy recovery.
- A high temperature energy buffer will be developed to distribute energy to a plant consumption point or to a Borehole Thermal Energy Storage System (BTES) that will accumulate low temperature energy and use the heat pump to supply heating or cooling for buildings acclimatization.
- The energy recovery process will be controlled by a smart data management system that will achieve the best energy recovery yield for maintaining or improving the manufacturing and quality ratios.
These technical developments will be carried out by developing different activities among the partners in the project consortium.
Different milestones have been overcome by the project and they include:
- A low temperature heat exchanger design (LTHE) recovers energy form steam released in boilerclaves. This equipment has been proven in a test bench in terms of constructive materials, working routine and the use of an organic PCM. Results have shown adequate energy capture and release for the foreseen industrial cycle.
- A High temperature heat exchanger recovers energy form exhaust gases in the range of 800ºC. This equipment has gone over different simulation loops to achieve the best design and working routine. The final design achieves recovery rates of 30-40%, and incorporates a heat exchanger attached to the chimney aa well as a separate buffer for energy storage supported by an inorganic PCM. It is capable of generating steam for plant demand and the remaining heat, in condensed water form, is transfered to a low temperature circuit for plant heating demand.
- The construction of the Low temperature circuit has started, it is based on the BTES technology (Borehole Thermal Energy Storage) combined with a heat pump. It will balance heat and cooling needs of the plant by making use of the plant’s residual heat water. The excess heat will be stored for use in winter and a new business model is being developedt to provide the excess energy to a sports center located next to the company.
- Two main objectives have been set in relation to the data management system:
- 1.- A specific data management system linked with the energy recovery to reduce temperature variability in shell room and wax room (Tmax and temperature variation range as main KPIs).
- 2.-A Global smart data management system, incorporating critical process variables, including energy recovery a. (KPI: pores in visual and NDT inspection). This data management system has resulted in the analysis of how process variables such as day of the week, shift, season, external temperature and area of the room affects critical aspects for mold quality such as maximun temperature and temperature range in temperature controlled rooms. These KPIs are directly related to the energy recovery system. The first analysis carried out for the season of winter has detected for the shell room as critical variable some specific areas of the whole room.
- The general energy recovery balance after the final design has been completed and give promising results. The primary energy consumption of the plant is foreseen to be reduced by 20.9%. The total energy recovery rate of residual heat streams has been calculated as being 87%, representing advantageous values compared to other alternatives like energy conversion into electricity with much lower energy recovery rates.
- Is also remarkable that a specific business model is under discussion involving one of the companies of the project. This company will act as an energy distributor, investing in the connection and maintenance of the equipment and receiving income based on the energy use of a third party.
Contact information
Website: http://suspire-h2020.eu/
Ted Crowston, Dow Representative:
Email: ted.crowston@dow.com
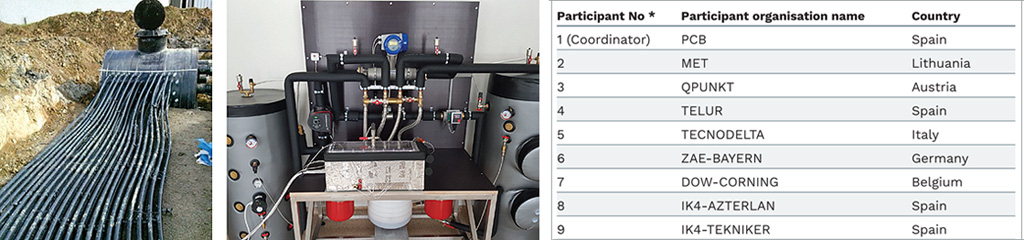
The consortia shows a good balance between industrial participants represented by multinationals like PCB, and DOW-CORNING, SMEs like MET, QPUNKT, TELUR, TECNODELTA and RTOs like ZAE-BAYERN. IK4-AZTERLAN and IK4-TEKNIKER. Each partners completes required skills for the ongoing of this project. Engineering and equipment construction skills are represented by TECNODELTA, TELUR and MET, modelling of heat transfer by QPUNKT, experience in energy and heat management by DOW CORNING and IK4-TEKNIKER, specialists in PCM and metallic materials by ZAE BAYERN and IK4-AZTERLAN and expert knowledge in final process by PCB and IK4-AZTERLAN. All that makes a complementary team that has been successfully developing the foreseen activities in the project.